Edge-Welding Technology
MW Components engineering and manufacturing experts use state-of-the-art machinery and up-to-date technology to produce precise components for critical applications. One example includes the use of edge-welding technology.
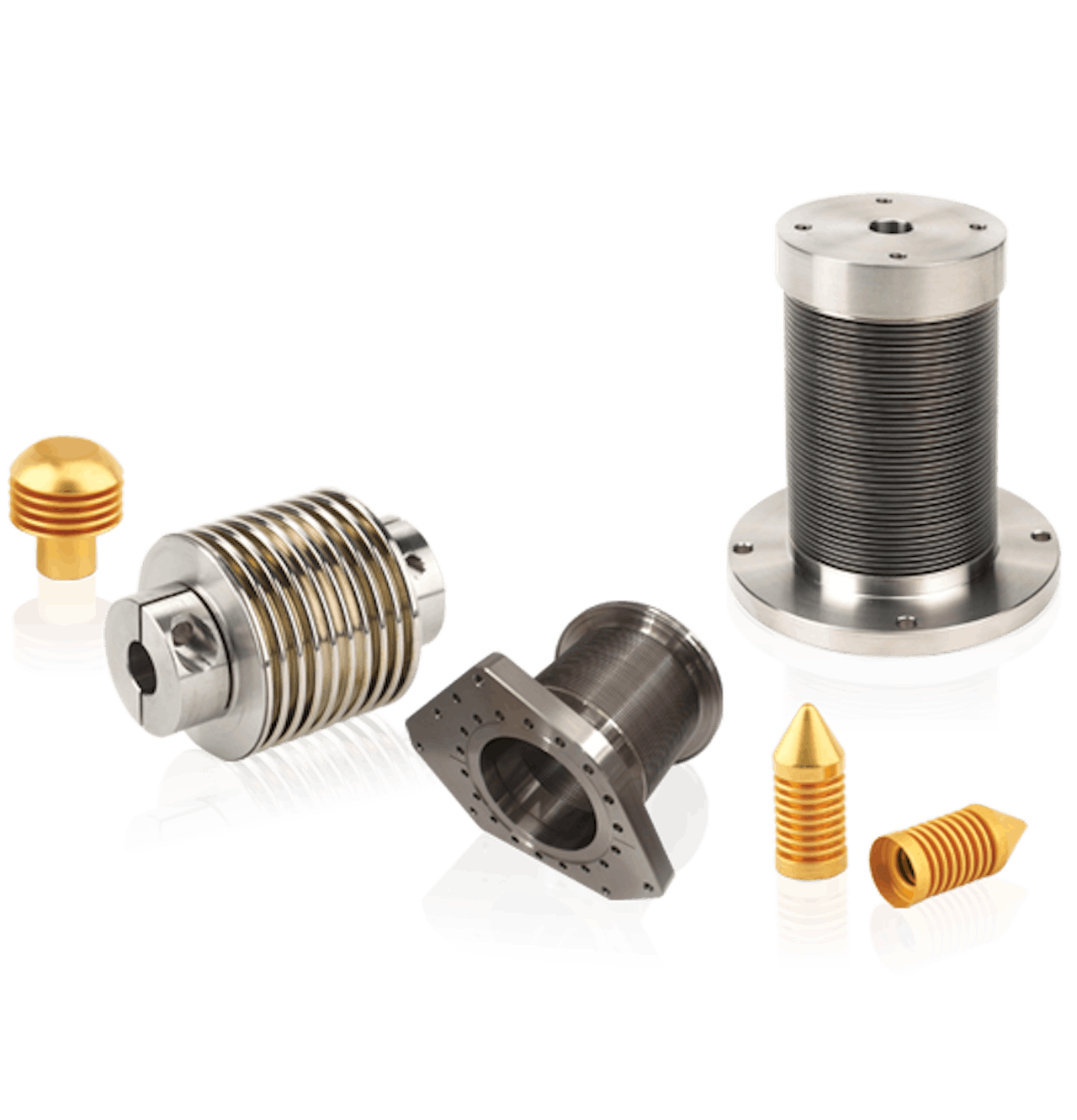
The versatility of edge-welding allows us to customize the shape, size, length, weight, and mounting connections of metal bellows and similar products.
Overview
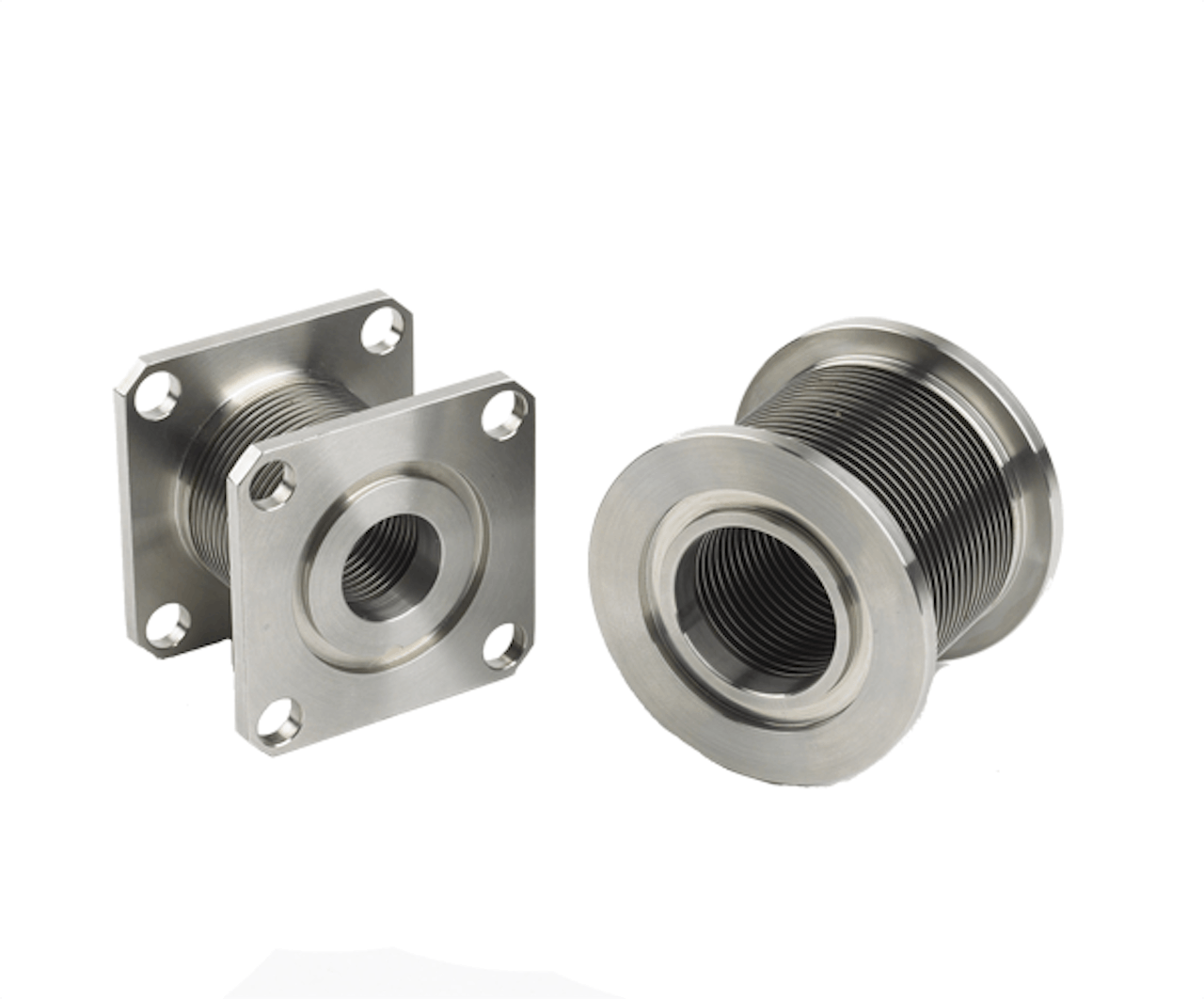
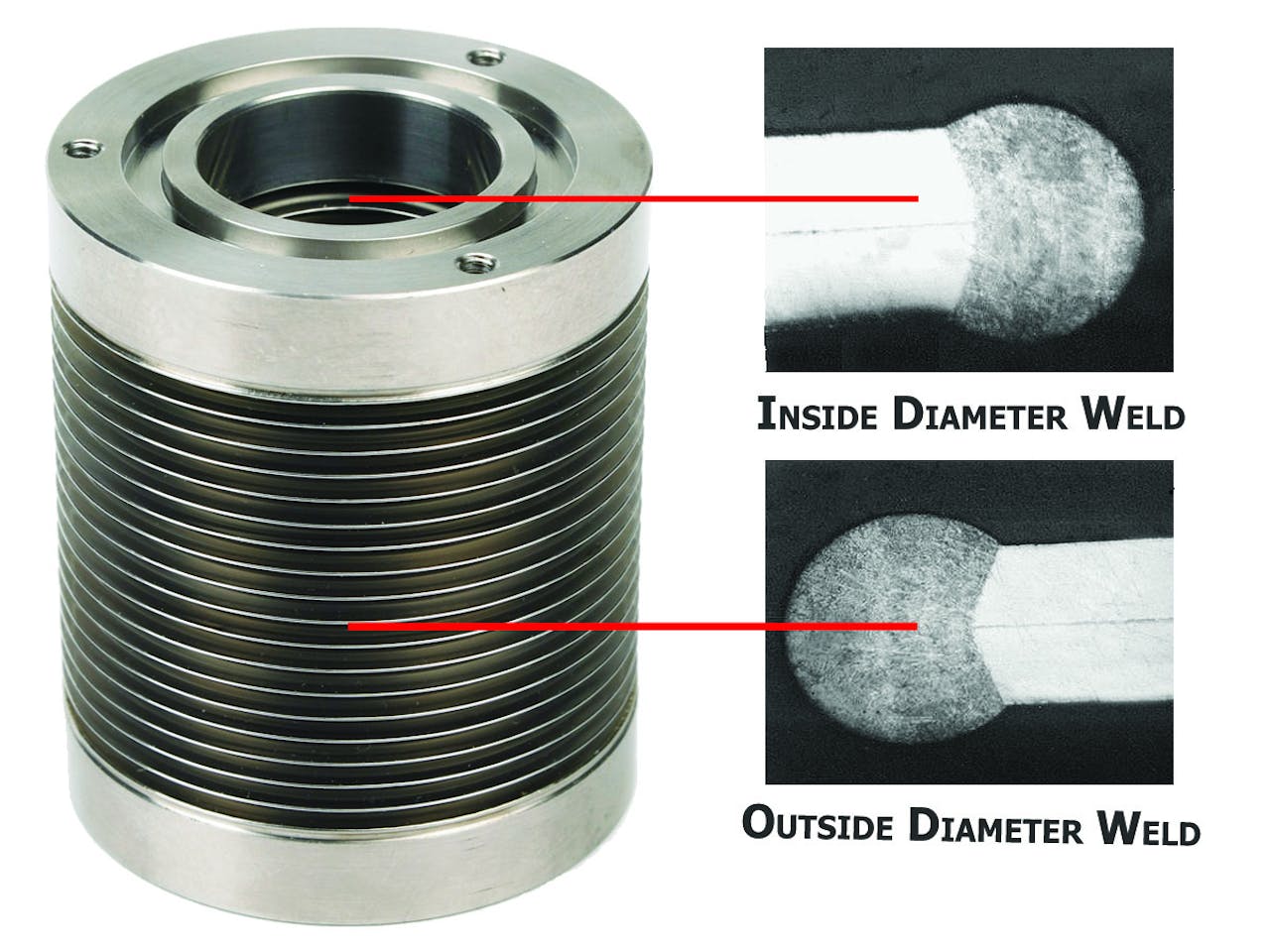
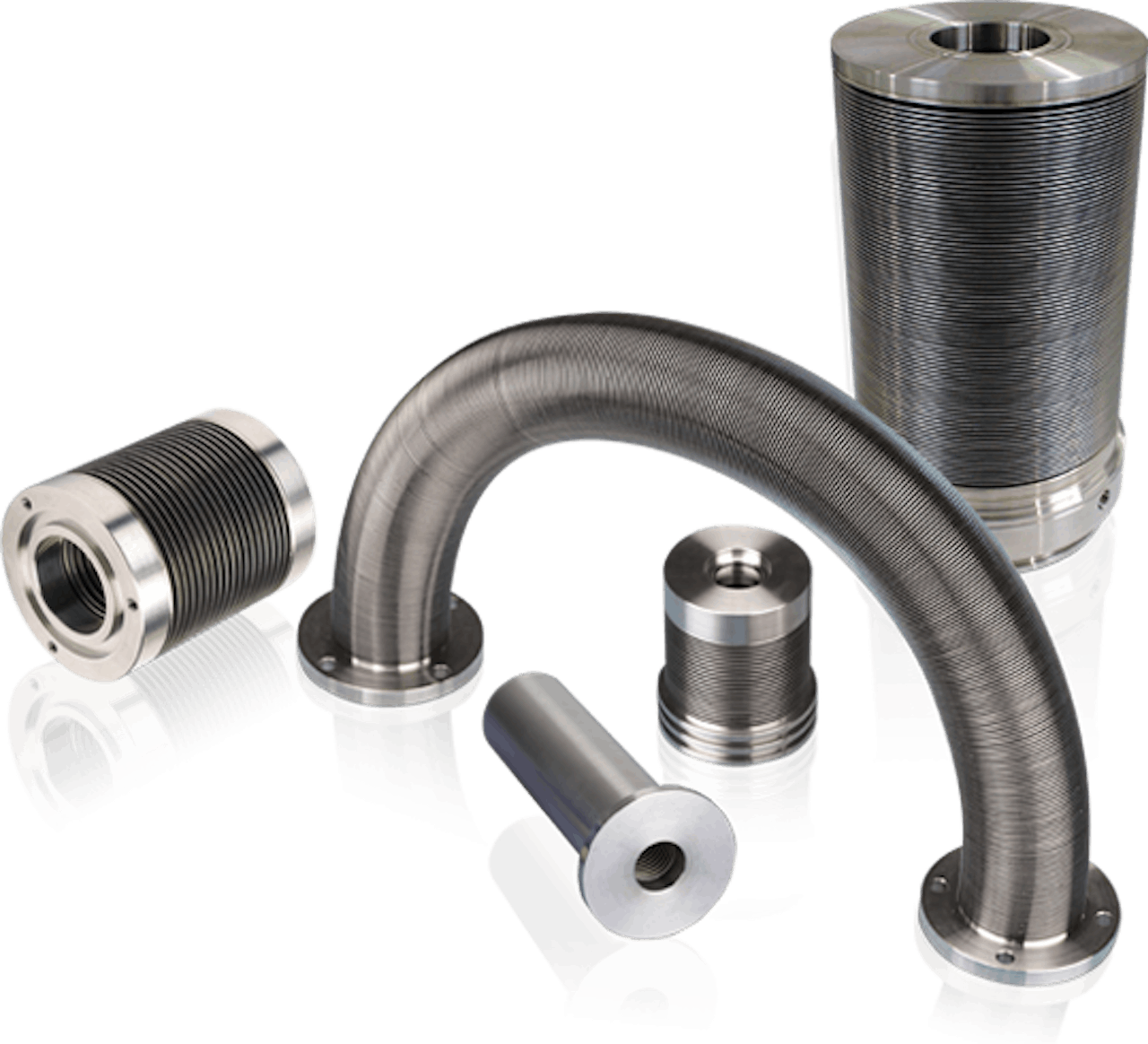
Edge-welded products are manufactured using sheets of metal that are hydraulically stamped into the shape of the diaphragm and then welded together, ID to ID then OD to OD, to your specified length using plasma, laser, arc, or electron beam welding equipment to make the flexible bellows. End plates, flanges, or other required hardware are then added to each end. They can also be produced in either round or rectangular configurations.
Metal bellows produced using the edge-welding process allow for the highest stroke length, reaching 90% of its free length. This flexibility allows the bellows to expand and contract as needed. They are highly durable in extreme temperature and pressure environments and can be exposed to liquid and gaseous elements. Pressures above 1,000 PSI between the inside and outside are typically not recommended; however, if greater pressure environments are needed, customizations can be made.
MW Components uses a proprietary welding process that provides longer-lasting & more durable products than traditional methods. In-house machining & tooling ensure that we’re able to provide fast prototyping and quick turnarounds of full production runs. We also offer assembly refurbishment services, replacing damaged bellows in expensive assemblies and allowing for the re-use of machined components.
Key Features of Edge-Welded Bellows
- This process easily forms complex shapes with intricate geometries.
- Various pressure, temperature, stroke, and dimensions are available depending on the material used.
- Edge-welding produces a longer possible stroke. Some designs can stroke as long as the free length.
- Reduced risk of catastrophic failure in critical applications due to a high level of precision in manufacturing, creating added durability.
- High max pressure - Certain designs can withstand up to 2,500 psi (external). We have achieved over 15,000 psi (external) with an oil-filled (internal) design.
- Extremely high life cycle rate - Up to 1,000,000,000 cycles (Theoretical “Infinite” Life)
- Achievable leak rate - 1x10-5 to 1x10-9 cc He/sec.
Design Factors
Key Bellows Design Factors
The pressure, stroke length, spring rate and temperature help to determine the thickness and material required to meet the applications’ demands.
The shape of the ripples and inside and outside edges of the diaphragm are crucial to the performance of the bellows assembly.
The ripples need consistency between diaphragms to survive high cycles and create accurate spring rates.
The weld shape and penetration are critical to edge welded bellows design.
What about Pressure and Temperature?
The differential pressure between the inside and outside of the bellows is critical. The details regarding how the bellows is used in the application also help to design it to ensure proper function and cycle life. Axial and lateral offsets can also change the pressure capabilities of the bellows assembly.
Our engineers and sales support staff understand the dynamic principles and relationships between vacuum and positive pressure movement, internal and external pressures and how these variables can change the diameter, length, and stroke parameters.
Temperature is easier to define. Once the ambient and environmental temperatures are understood, the correct material is selected.

Industry Applications
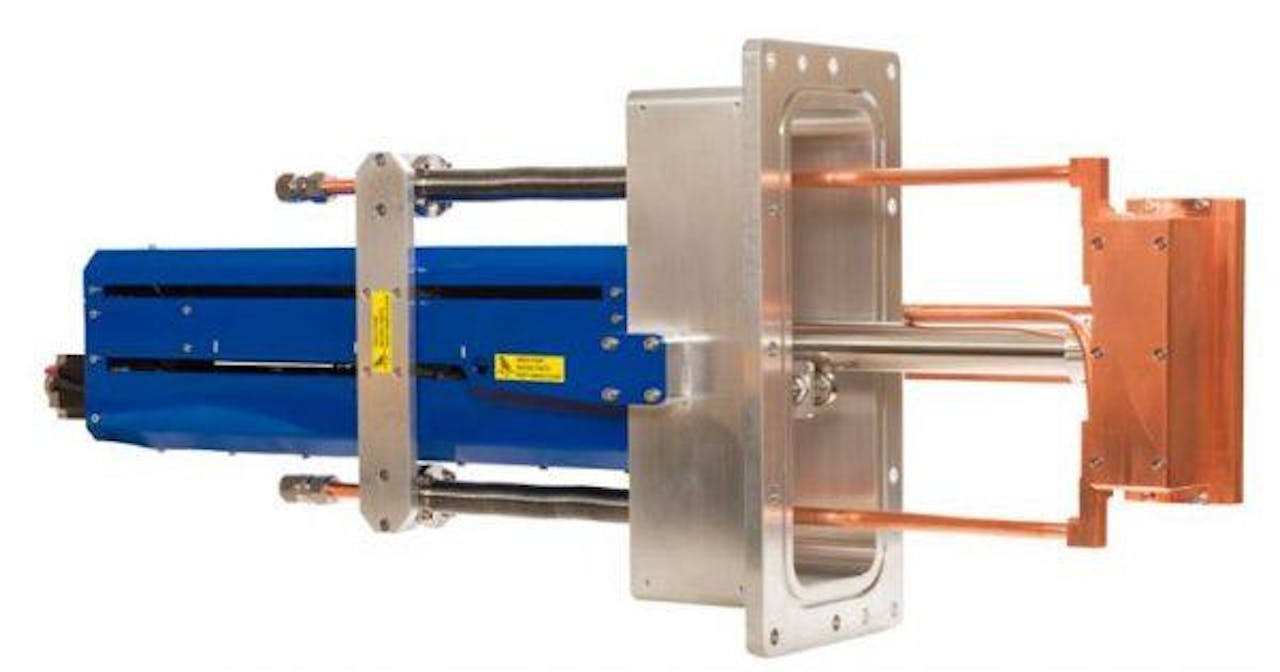
Semiconductor & UHV Bellows
In semiconductor and ultra-high vacuum (UHV) manufacturing, edge-welded bellows are used as flexible penetrations into process chambers. The metal semiconductor bellows become part of the pressure wall of the chamber, holding ultra-high vacuum or moderate positive pressures while also providing motion inside the chamber. This allows manipulation of stages, probes, sample holders, wafer lifters, valves, actuators and other mechanical motion needs inside the pressure vessel. Edge-welded bellows can be integrated into linear and rotary translators as the seal. Our edge-welded bellows:
- Are able to withstand high vacuum applications with low leak rates to ensure a hermetic seal
- Can be customized (lifter bellows) to the size and shape required of new design or retrofit applications
- Can hold tight tolerances with exceptional reliability to keep equipment up and running
- XYZ manipulators can be manufactured to customer specifications
- Can be configured with a variety of end pieces including end plates for welding, (CF flanges, KF flanges, ISO flanges) as well as custom designs
Cryogenic Bellows
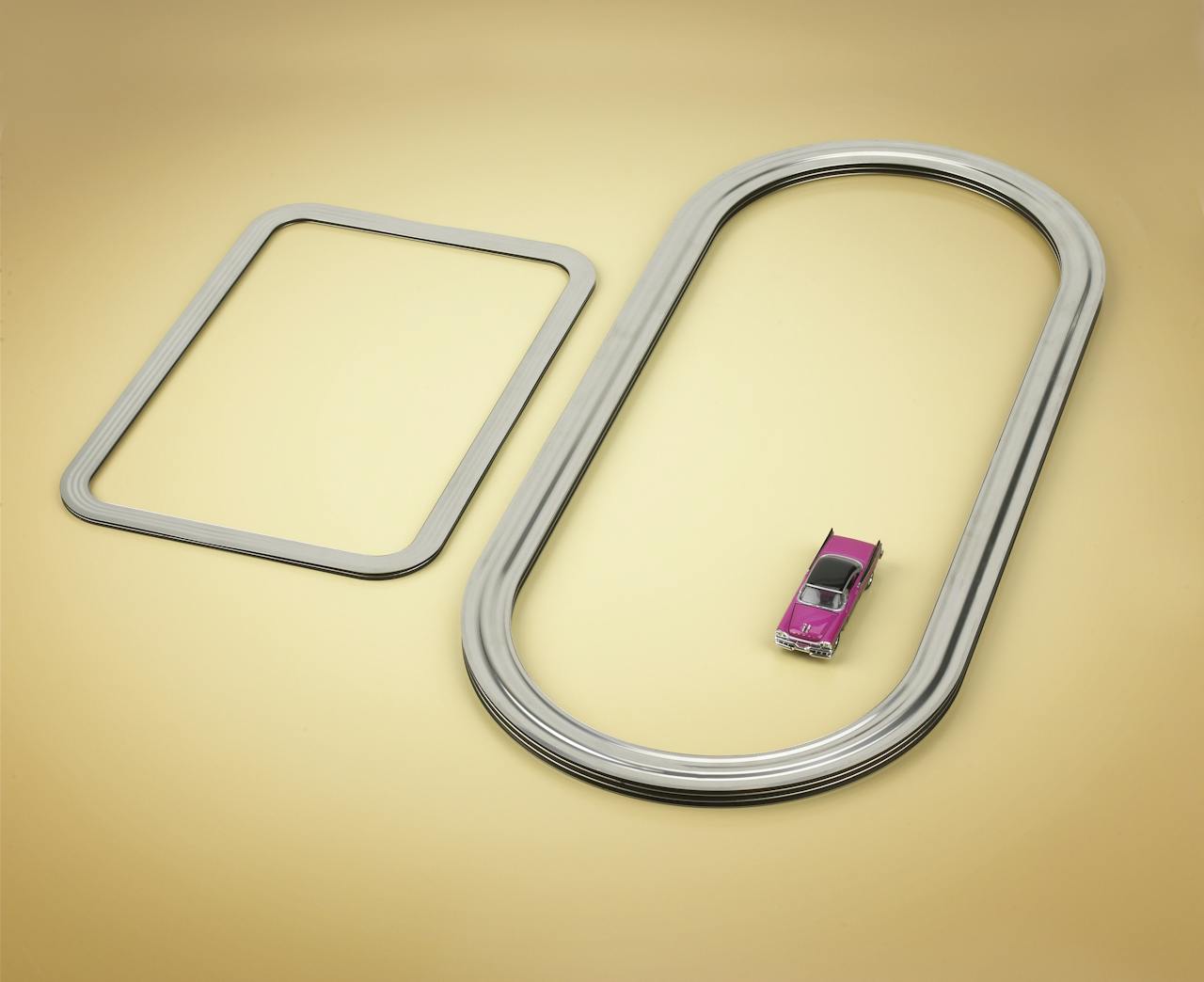
Edge-welded metal bellows are a trusted, reliable solution for NASA cryogenic temperature chambers. Maintaining temperatures as low as -95°C requires more design and expertise than making sure your favorite beverages are served at the right temperature in the refrigerator.
A rectangular bellows assembly was chosen as the mechanical seal between the door and the refrigeration unit. The metal bellows seal provides a leak-tight seal once the door is closed to prevent temperature changes. By utilizing metal, the mechanical seal ensures survival through the cryogenic temperatures of the chamber; certain materials like rubber become brittle at extremely cold temperatures. Because edge-welded bellows technology is extremely light-weight in comparison to other hermetic seal technologies, the bellows is able to keep the overall weight of the system to a minimum. The thin metal convolutions of the bellows do not transfer as much heat as conventional machined parts because of their overall lower mass.
A GLACIER system was also installed on the International Space Station (ISS) for test and evaluation of samples. Samples have been transferred from other systems to GLACIER for returns to Earth while maintaining the cryogenic temperatures.
Test Stand Bellows
We understand the complexities and demands of manufacturing custom test stands and industrial equipment, and the life cycles of research and development. Expansion joints, vibration dampeners and actuators are all common applications for our edge welded bellows. We can customize ends, develop new diaphragm sizes, and value-add to the bellows we manufacture to reduce project cost and time.
Oil & Gas Bellows
Oil and gas bellows provide performance and flexibility in hazardous conditions and remote locations, assisting in the need for accurate, repeatable measurements. We customize your bellows to survive the high temperatures, pressures, and corrosive media associated with the oil and gas industry.
- Valve equipment uses edge-welded bellows to ensure proper seating, containment, and movement within valve housing. The material and diaphragm thicknesses help maintain a miniature size and maximum stroke. Thicker diaphragms and multi-ply construction are available where a high-pressure differential is expected.
- Bellows mechanical seals offer reliability and chemical compatibility for the oil, gas and petrochemical industries. They produce repeatable results during expansion and contraction.
- Sub-sea transformers use metal bellows to monitor, balance, and contain the differential pressure of sea water and oil.
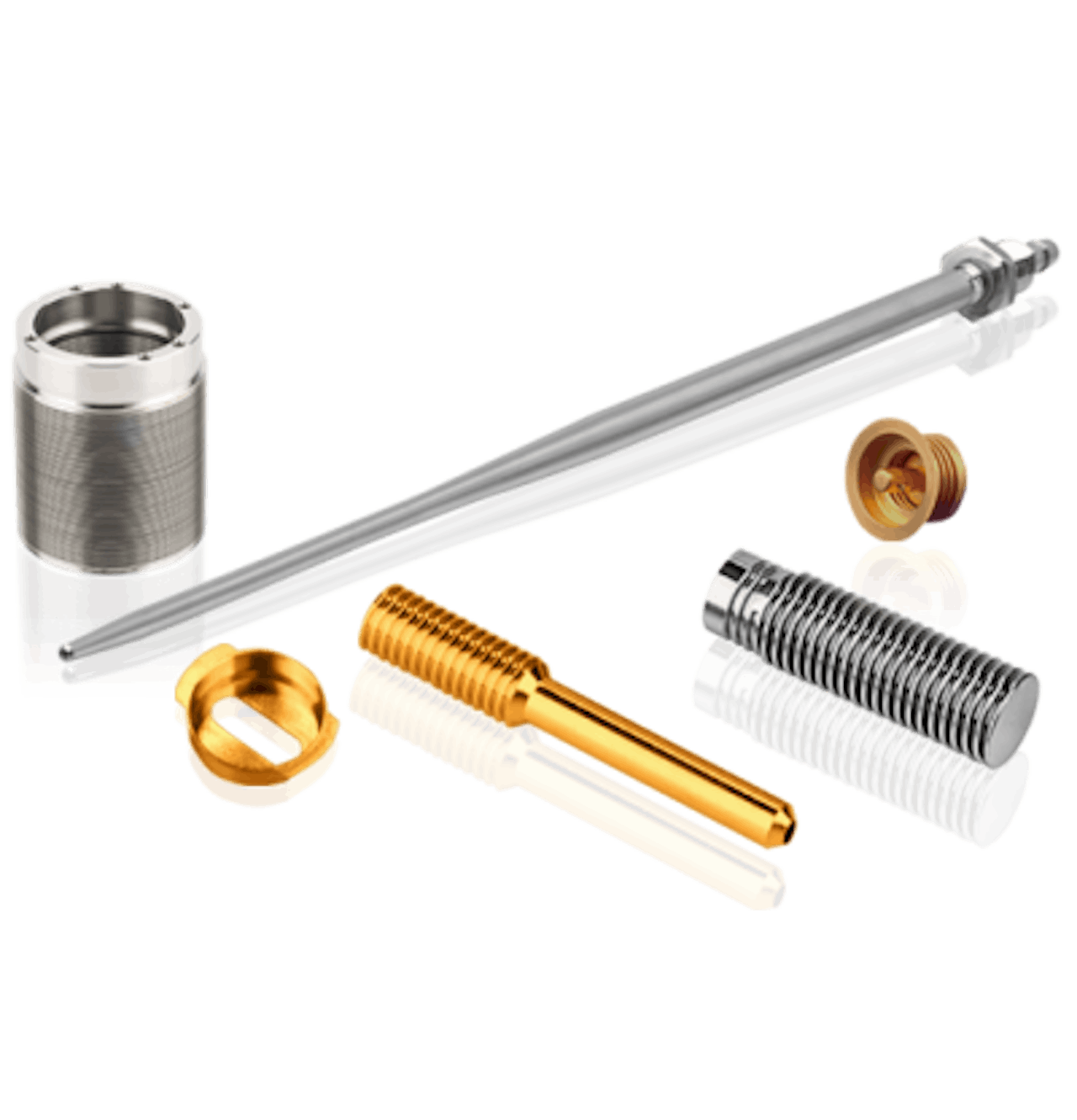
- Down-hole tools and sensors use miniature bellows as small as 0.396 inches in diameter create a flexible conduit or add movement based on changes in pressure and temperature.
- Test equipment for Mud While Drilling (MWD) and Logging While Drilling (LWD) utilizes metal bellows as a flexible stainless steel seal.
Medical Bellows
Edge-welded metal bellows open new opportunities for medical test equipment, metal bellows pumps, reservoirs, connectivity, and invasive systems.
Miniaturized, implantable, portable and connected medical devices are growing in demand. The increase in innovation is placing more demands on components that can reliably respond to motion, pressure and temperature and that will not degrade inside the body, making metal bellows an ideal solution. Edge-welded technology allows for the medical-grade bellows assembly to completely compress onto itself, thus creating smaller sizes and greater efficiency.
Visit our Paragon Medical division for more information on our medical manufacturing capabilities.
-
Medical Bellows Applications
- Titanium bellows are used as invasive pumps to dispense medicine
- Edge-welded bellows can be used as a heat exchanger for blood pumping equipment to reduce the temperature of blood during surgery
- Metal bellows can be used in medical packaging equipment as a shaft cover in a vacuum chamber
- Non-magnetic bellows are used for imaging equipment
-
Advantages of Edge-Welded Medical Bellows Compared to Rubber & Plastic
- Require less space than rubber
- Stainless steel bellows handle pressure better
- Lead and copper free
- Weigh less than rubber
Edge-Welded Products
If you require edge-welded materials not listed here, please contact us for a custom quote.




